

서 론
국제 에너지 기구(IEA)의 발표에 따르면, 국제적인 발전 표준이 화석연료 기반인 것을 지적한다(IEA, 2019). 이에 따라 기후변화에 대응하여 새로운 에너지원과 에너지 캐리어의 연구 및 개발의 필요성이 높아지고 있다. 수소는 화석연료를 대체 할 가능성이 가장 높은 시스템 중 하나이다(Razi and Dincer, 2022). 그러나 수소는 해결해야 하는 과제가 많은 현실이다. 가장 큰 문제는 수소 생산 및 운송을 화석연료에 의존한다는 점이다(IEA, 2019). 현재 산업 현장에서는 수소가 주로 정유 및 화학 단지에서 천연가스의 스팀 메탄 개질(SMR, Steam Methane Reforming) 또는 오토 서멀 개질(ATR, Autothermal Reforming)로 생산되며, 일부 지역에서는 석탄 가스화 비중도 크다(IEA, 2023). 2023년 기준 전 세계 수소 공급의 저탄소 배출 수소의 비중은 1% 미만이다. 한편 물을 전기 분해하여 수소를 생산하는 수전해(Water Electrolysis) 기술은 가장 유망하고 보편적인 저탄소 수소 생산 기술로 각광받고 있다. 알칼라인(AE, Alkaline Electrolysis), 양성자교환막(PEM, Proton Exchange Membrane), 고체산화물(SOEC, Solid Oxide Electrolysis Cell)전기분해 등 설비는 확대되고 있으나, 총생산에서 차지하는 비율은 아직 낮다(IRENA, 2020). 다른 가능성으로써 바이오매스 가스화(GASF, Gasification)에서 생성된 수소는 저장 및 운송이 가능한 “연료 형태의 재생에너지”로 기능하여 장기간 전기를 저장하지 않고도 지역적으로 수소를 공급할 수 있다. 이 옵션은 태양광 및 풍력 발전량은 제한적이지만 삼림 자원이 풍부한 한국과 일본 같은 국가에서 특히 보완적일 수 있다(NREL, 2011).
수소의 또 다른 해결과제는 운송이다. 대규모 산업 클러스터에서는 파이프라인을 이용, 그 외 지역·중소 수요처에는 고압 기체 튜브 트레일러 또는 극저온 액화 수소 탱크로 공급하는 방식이 가장 보편적이다. 하지만 기존의 인프라를 사용 할 수 없고 수소의 불안정성과 극심한 조건에 따른 막대한 에너지 비용은 무시 할 수 없다(Miller et al., 2020). 이를 위해 장거리·대륙간 운송의 경우에는 암모니아나 액상유기수소운반체(LOHC, Liquid Organic Hydrogen Carrier) 와 같은 화학적 운반체의 데모 및 초기 상용화가 진행 중이다. LOHC의 경우 아직 상용 대규모 운용은 초기단계이며 더 나은 탈 수소 촉매와 귀금속 촉매 의존성을 해결해야 상용 스케일에서 활용 가능 할 것으로 예측된다(Preuster et al., 2017). 암모니아는 기존 인프라를 사용 할 수 있을 뿐 아니라, 100년 전부터 대규모 공정시스템이 상용화 되어 있다. 하버-보슈 공정(HB, Haber-Bosch process)으로 고온 고압에서 수소와 질소를 합성하여 생산되는 암모니아는 -34°C에서 수소보다 더 합리적인 액화점을 가지며, 대기압-실온에서 액화가 가능하다. 현재 암모니아의 90%는 비료로 사용되고 있지만, 미래에는 수소 운반체이자 대용량 운송 에너지로 각광받을 것으로 보인다(Ghavam et al., 2021; Rouwenhorst and Castellanos 2022).
본 연구는 탄소중립을 위해 수소 시스템의 단점을 발전·보완하여, 재생에너지로부터 수소생산과 암모니아를 에너지 캐리어로써 이용하는 시나리오에 대한 연구이다. 기존 문헌은 주로 재생에너지-수전해-HB 연계 체인에 초점을 맞추는 반면, 에너지원을 원자력, 재생 에너지, 바이오매스 열 병합 발전(CHP, Combined Heat and Power)으로 세분화한 시나리오를 비교하는 것은 드물다(Salmon et al., 2021; Ghiasirad et al., 2023). 이러한 간극을 메우기 위해 본 연구에서는 물 전기분해와 HB 연계를 중심으로 한 기존 프레임을 넘어 SOEC, PEM, GASF의 동일한 기준선에서 비교 분석한다. 에너지원 및 수소 생산 방법 분류에 따른 공정설계, 암모니아의 균등화 비용(LCOA, Levelized Cost of Ammonia), 기술-경제적 분석(TEA, Techno-Economic Analysis)을 평가한다.
방법론
공정설비 설계
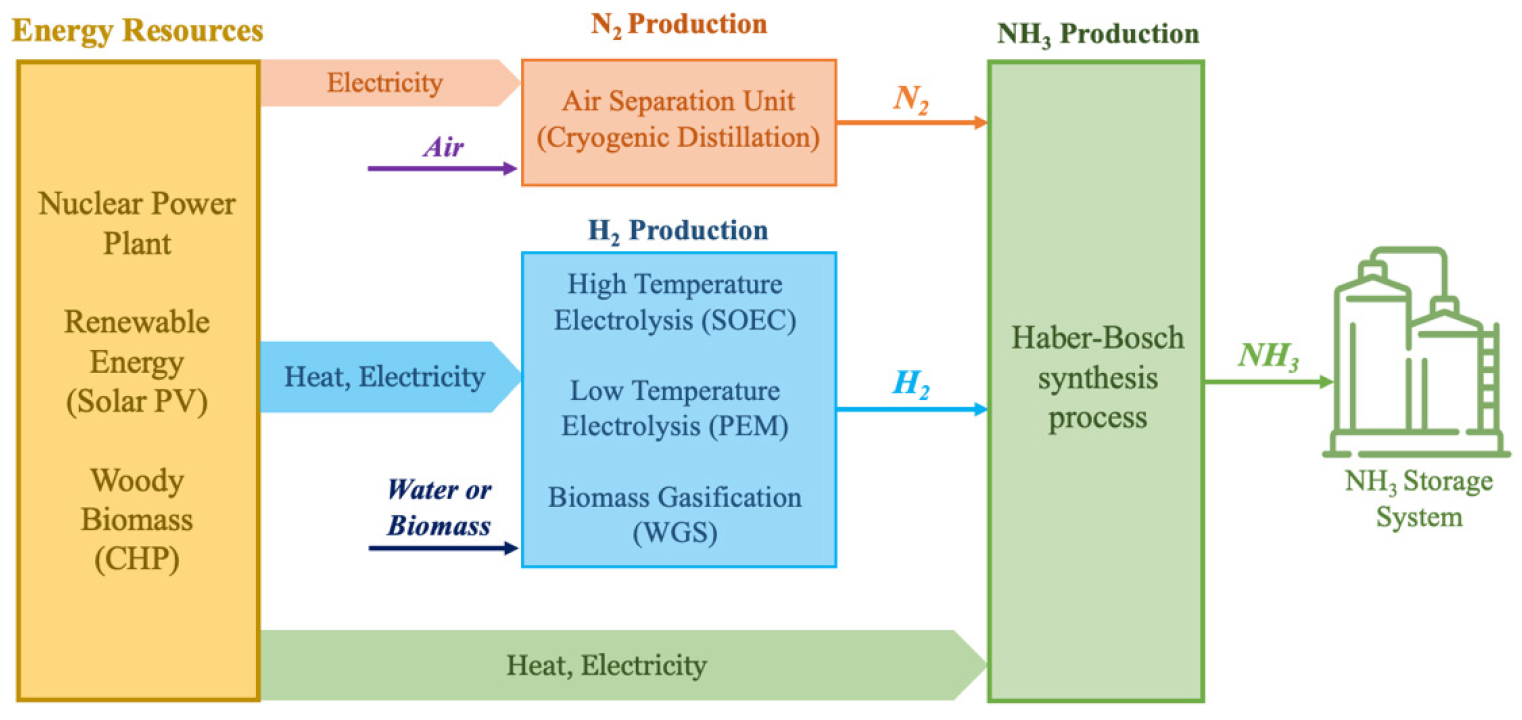
그린 암모니아 공정설비 설계는 상용 규모의 최소생산 조건인 일일 1000톤의 암모니아 생산을 목표로 설계됐다. Figure 1은 공정의 간략도를 나타낸다. 3가지 에너지원 각각 원자력 에너지와 재생에너지(Solar PV, Solar Photovoltaic cell), 그리고 목질 바이오매스 열 전력 병합(CHP, Combined Heat and Power)으로 이루어진다. 에너지원으로부터 수소와 질소를 생산하고 HB공정을 통해 질소를 생산한다.
수소생산은 수전해의 경우 식 (1)의 반응으로 진행된다. 수전해 방식은 고온 수전해(HTE, High-Temperature Electrolysis)와 저온 수전해(LTE, Low-Temperature Electrolysis)로 나누어진다. 바이오매스 가스화는 식 (2), (3)의 반응을 순차적으로 진행시켜 수소를 생산한 뒤 탄소포집시스템(CCS, Carbon Capture System)에서 이산화탄소를 제거한다(Spath and Mann, 2009).질소생산은 공기분리장치(ASU, Air Separation Unit)을 통해 생산한다. 극저온 분류공정을 이용하여 질소와 산소, 아르곤 등을 분리한다(Bhunya, 2014). 생성된 순도 99.99%의 수소와 질소기체를 이용해, 식 (4)의 반응으로 약 500°C, 140 bar 조건에서 암모니아를 생산한다(Appl, 2000). 암모니아 생산은 전통적이며 일반적인 방식인 HB공정을 선택한다.
모든 공정설비 설계는 문헌정보와 계산을 바탕으로 공정 시뮬레이션 프로그램 Aspen Plus®에서 설계되었다. 각 시나리오 설정은 시나리오 1(S1): 원자력 에너지와 고온수전해 그리고 HB공정으로 설정한다. S1의 고온수전해는 약 800°C, 5 bar의 조건에서 SOEC를 통해 수소를 생산하기 때문에 원자력 에너지의 폐열과 HB공정의 발열을 이용하여 열 역학적 이득을 취할 수 있다(Peterson et al., 2020a). 시나리오 2(S2): 재생에너지와 저온수전해 그리고 HB공정으로 설정한다. S2의 저온수전해는 80°C, 2 bar조건에서 PEM을 이용해 수소를 생산하기 때문에 열에너지의 필요성이 상대적으로 낮다(Peterson et al., 2020b). 그러므로 재생에너지와 HB공정을 커플링 한다. 시나리오 3(S3): 바이오매스 CHP와 GASF 그리고 HB공정으로 설정한다. S3의 바이오매스 GASF은 약 850°C, 1 bar 조건으로 이루어지기 때문에 바이오매스 CHP와 HB공정에서 열교환을 통해 열적 이득을 취한다(NREL, 2011).
결과 및 토의
기술-경제적 분석
Aspen Plus® 공정설비 모델의 유량, 에너지소비, 체적 등의 아웃풋 데이터와 문헌정보를 활용하여 공정장비와 수전해 스택의 단가, 1000tons/day의 규모의 공정 스케일링과 에너지 소비량을 계산 및 도출했다. 이를 바탕으로 각 시나리오 별 자본지출(CAPEX, Capital Expenditures)과 운영지출(OPEX, Operating Expenditures)을 얻었으며 이를 이용해 TEA 모델을 구축했다. 모든 기술-경제적 분석 원리와 가정은 Chemical Engineering Design: Principles을 기반으로 하되 2023년 기준으로 환산되었다(Towler and Sinnott, 2022). 공정설비 수명은 20년, 할인율(Discount rate) 8%으로 가정했다. 비용계수(A-cost factor)는 0.1802로 계산되었다. 공장 가동률은 S1: 90%, S2: 97% , S3: 90%로 가정한다(Peterson et al., 2020a, 2020b; NREL, 2011).
CAPEX 분석결과
Table 1는 시나리오별 수소 생산공정 S1: HTE, S2: LTE, S3: GASF과 질소 생산공정 ASU 그리고 암모니아 생산공정 HB의 모든 설비가격과 2023년 미국달러기준 설치비용으로 환산된 결과를 보여준다. CAPEX 결과는 Aspen Plus® 공정설비 모델로부터 산정된 데이터를 기반으로 각 시나리오 별 장비비용(Equipment cost)이 계산되었다. Table 2는 CAPEX 비용산정 방식의 가정을 제공한다. Table 1의 Equipment cost를 바탕으로 총직접비용(Total Direct Cost, TDC)와 총간접비용(Total Indirect Cost, TIC)를 결정한 뒤 총자본투자(Total Capital Investment, TCI)가 계산되었다(Towler and Sinnott, 2022).
Table 1.
Facility CAPEX calculation results for each process
| Equipment | 2023USD Inst Cost |
| HTE (SOEC) | 159.6M USD |
| LTE (PEM) | 227.5M USD |
| GASF | 183.7M USD |
| ASU | 14.2M USD |
| HB | 76.6M USD |
Table 2.
Facility Total Capital Investment (TCI) calculation method
OPEX 분석결과
Table 3는 시나리오별 공정의 총 운영비용 및 관리비용(Total Operating and Management Costs, O&M)을 보여준다. 인건비, 에너지비용, 교체 및 수리비용 및 기타비용 등이 포함되며, 모든 계산은 년간 2023년 미국달러기준으로 이루어졌다. 각 시나리오 별 인권비는 문헌정보와 DOE의 데이터를 바탕으로 산정되었다(Morgan, 2013; Penev et al., 2018). 각 공정별 에너지 사용량과 Feed Stock, 수전해 스택 교체 데이터는 시나리오별 방식에 맞춰 문헌정보를 기반으로 가정했다(Peterson et al., 2020a, 2020b; Bilicic and Scroggins, 2023; EIA, 2023). 이를 바탕으로 Table 4는 각 시나리오 별 OPEX를 보여준다.
Table 3.
Total O&M cost calculation method
Table 4.
Facility OPEX calculation results for each scenario
| Scenario | 2023USD ($/year) |
| S1: HTE-ASU-HB | 154.7M USD/year |
| S2: LTE--ASU-HB | 182.9M USD/year |
| S3: GASF--ASU-HB | 169.2M USD/year |
LCOA 및 민감도 분석결과
평준화된 암모니아 가격 LCOA를 도출하고 기본 케이스와 최상, 최악의 케이스를 민감도 분석을 통해 분석했다. 민감도 분석에서 LCOA에 가장 큰 영향을 주는 입력변수를 선정한 뒤, TEA 모델에서 각 변수를 ±10% 범위로 변화시켜 민감도를 평가했다. 또한 변수들을 기준 값 대비 일괄 조정하여, 각각 Best-case, Base-case, Worst-case 시나리오를 구성하고 LCOA 범위를 산정하였다. 선정된 공통입력 변수는 Other Operating Expenses, Discount Rate, Operating Capacity Factor, 그리고 Electricity Price이다. 각 시나리오 개별입력 변수는 S1,S2: Stack Cost, Stack Replacement; S3: Feedstock Price이다.
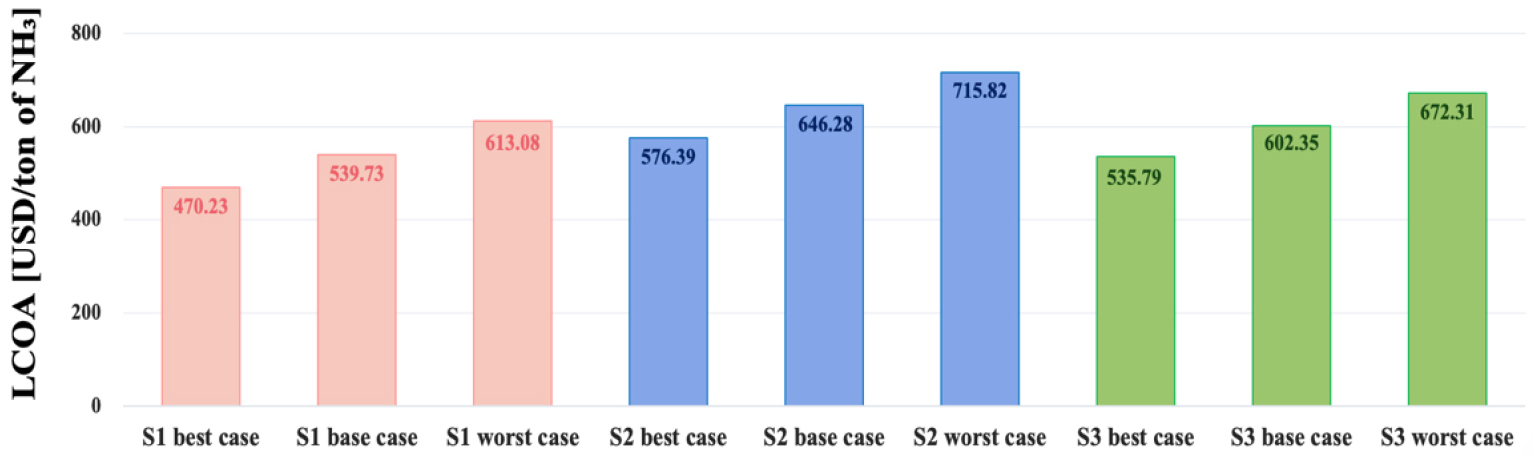
Figure 2는 소규모 상업적 규모의 1000 tons/day 그린 암모니아 공정의 LCOA를 보여준다. 가장 낮은 LCOA를 달성한 시나리오는 S1이다. Base case: 539.73 USD/ton을 달성했으며, 민감도 분석으로 각각의 핵심요인 조절한 결과 bast case: 470.23 USD/ton와 worst case: 613.08 USD/ton의 결과가 나왔다. 두번째로 낮은 LCOA를 달성한 시나리오는 S3이다. Base case 602.35 USD/ton의 결과가 도출되었고, bast case: 535.79 USD/ton와 worst case: 672.31 USD/ton의 값이 나왔다. 가장 높은 LCOA를 보인 S2는 base case: 646.28 USD/ton, bast case: 576.39 USD/ton 그리고 worst case: 715.82 USD/ton의 결과를 보였다.
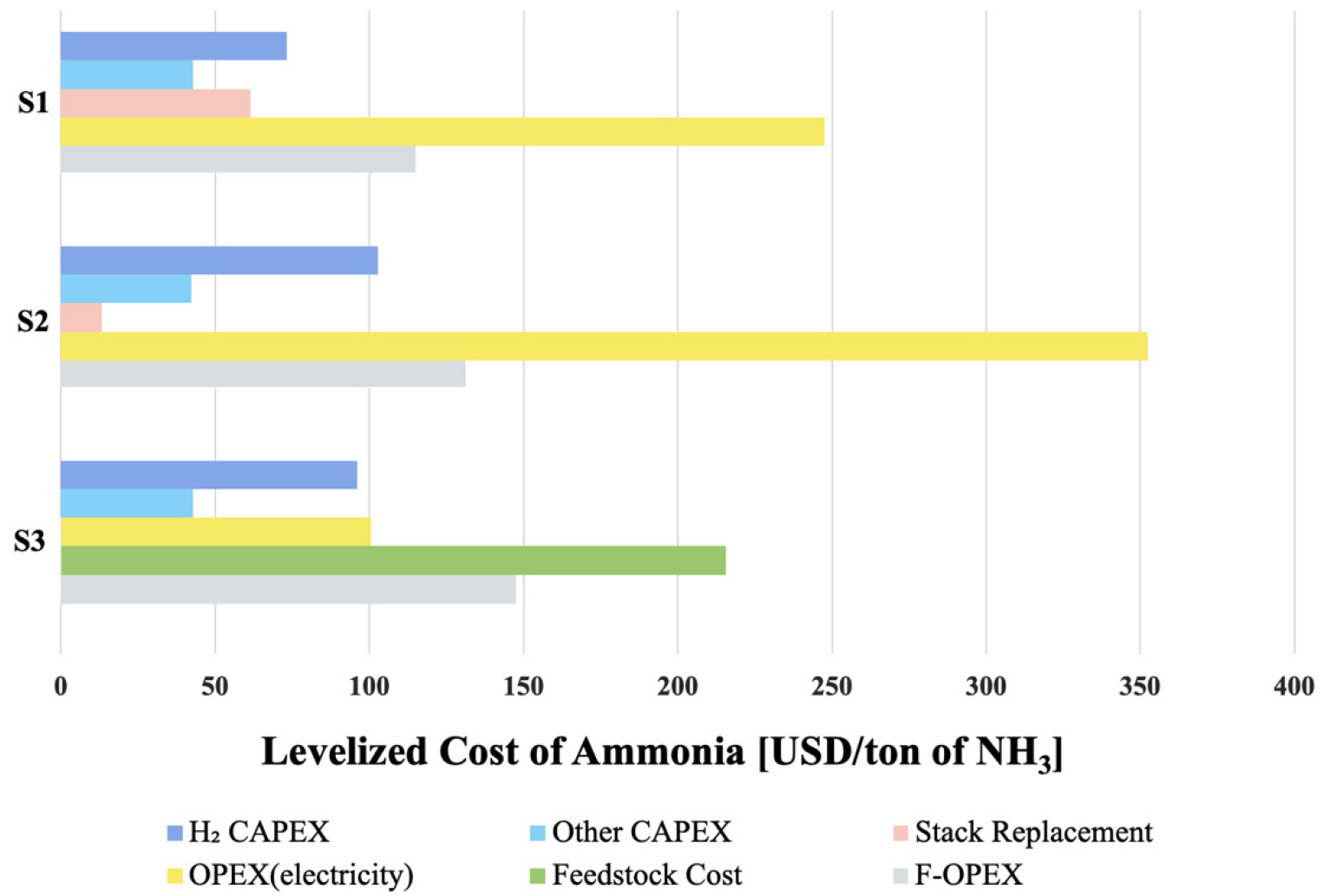
이러한 결과는 Figure 3에서 원인을 보여준다. S1의 스택 교체 비용은 SOEC의 부식이나 기술적인 미비로 인한 것으로 시나리오 중 가장 높은 가격이다. 하지만 열과 전기를 모두 이용하며 시나리오들 중 가장 저렴한 수소생산 CAPEX를 보이기 때문에 가장 낮은 LCOA를 달성한 것으로 보인다(O’Brien et al., 2010). S2의 경우 안정적이고 고효율의 PEM을 이용하기 때문에 스택 교체 비용은 가장 낮지만 수전해 스택이 백금과 같은 귀금속이 필요하기 때문에 높은 수소생산 CAPEX를 가진다(Badgett et al., 2024). 또 열을 사용하지 않는 공정이기 때문에 높은 전력 요구를 보이며, 공정이 상업적 규모를 위해 집약적인 탓에 PEM의 장점인 분산성과 공정 유연성에서 이득을 보지 못하는 것으로 여겨진다. S3은 전력 요구량 보다 목질 바이오매스 Feedstock이 높은 수치를 보인다. 이로 인해 수전해 기반 시나리오보다 전력가격 의존성이 낮으며, 열 전력 병합 공정이기 때문에 공정 자체의 에너지 요구량이 가장 낮다(NREL, 2011). 에너지 집약적인 상황에서 규모의 경제 효과가 큰 것으로 보인다. 그러나 바이오매스 가격의 큰 영향을 받으며, 높은 고정 운영비용은 공정 자체의 규모가 수전해 공정보다 크기 때문에 높은 수치를 나타냈다
가장 낮은 LCOA를 갖는 시나리오는 S1는 열 전력병합 공정이기 때문에 불안정한 SOEC스택과 교체 비용에도 불구하고 전력가격이 적절하면 가장 큰 가능성을 보인다. 두번째로 낮은 S3의 경우, 수전해 경로의 시나리오들과 달리 목질 바이오매스 매입가격이 가장 큰 요인이었다. 에너지 집약적인 공정과 낮은 전력 요구량은 재생에너지의 지역 불 균형적인 특성에서 자유롭다(Kuroda et al., 2024). 이는 한국과 일본같이 비교적 불리한 재생에너지 효율을 가졌지만 풍부한 삼림자원을 가진 국가들에서 높은 가능성 가질 수 있는 것을 의미한다. 높은 효율과 안정성을 가진 S2는 그럼에도 가장 좋지 않은 결과를 나타냈다. 그 이유로는 높은 수전해 스택 가격과 압도적인 전력 요구량이었다. 열을 사용하지 않는 공정이므로 모든 에너지를 전력에 의존하며, 재생에너지의 전력가격에 극심한 의존성을 가진다. 이는 재생에너지 효율이 높은 지역이라면 결과를 뒤집을 수 있을 것이다. 이는 고열을 사용하지 않기 때문에 설비유지 비용에서 유리하게 작용하기 때문이다.
결 론
본 연구는 상업적 규모의 1000 tons/day 그린 암모니아 공정을 시나리오별로 생산 경로를 비교 분석했다. 각 시나리오들은 친환경 에너지원과 수소생산 방식 그리고 하버-보슈 공정으로 이루어진다. S1은 원자력 에너지와 고온수전해(SOEC)를 이용해 암모니아를 생산한다. S2는 재생에너지(Solar PV)와 저온수전해(PEM)를 통해 암모니아를 생산한다. 마지막인 S3는 암모니아를 바이오매스 CHP와 가스화(GASF)를 기반으로 생산했다. Base case 기준으로 S1: 539.73 USD/ton, S2: 646.28 USD/ton, S3: 602.35 USD/ton의 결과가 도출됐다.
본 결과는 탄소중립을 달성하기 위해 지역적 특성에 맞추는 것이 중요한 것을 보여준다. S1의 경우 안정적인 원자력 에너지와 비교적 불안정 하지만 높은 에너지 집약성과 낮은 에너지 요구량을 가지는 고온수전해를 이용하기 때문에 대부분의 지역에서 적합할 수 있다. S2는 재생에너지와 저온수전해를 활용하기 때문에 안정성과 효율이 높지만, PEM의 극심한 재생에너지 전력 요구량을 수용할 수 있는 지역에서 유리하다. 마지막으로 S3의 경우 바이오매스 CHP와 목질 바이오매스 가스화를 기반으로 하기 때문에 낮은 전력요구량을 가지며, 이는 재생에너지 효율이 낮은 지역에서 유리하게 작용한다. 하지만 바이오매스 매입가격에 크게 의존하며, 이를 위해서는 풍부한 삼림자원과 유통망을 필요로 한다. 이러한 결과를 통해 탄소중립을 위한 그린 암모니아 공정은 지역성에 맞춘 경로가 중요한 점을 시사한다.
