

연구 배경 및 목적
연구 방법
연구의 진행 방법
공기혼합률의 정의
기존 공기혼합상자의 공기혼합 성능
기존 공기혼합상자의 공기혼합률 측정
CFD 시뮬레이션 기법의 검증
공기혼합상자의 성능 개선
공기혼합상자의 성능 개선 방안
개선안에 대한 검토
개선안에 대한 성능 실험
결 론
연구 배경 및 목적
공기조화기 및 항온항습기에 설치되는 공기혼합상자는 공기조화기로 유입되는 환기(RA)와 외기(OA)를 혼합하는 역할을 수행한다. 일반적으로 두 공기의 혼합은 완전혼합으로 가정되지만, 실제 공기혼합상자 내부에서는 불완전혼합이 발생하며, 결과적으로 열교환 코일로 인입되는 공기가 불균일한 온도분포를 나타내게 된다. 이와 같이 불균일한 온도의 공기는 열교환 코일의 국부적 열교환 효율 및 시스템의 제어성능 저하를 야기하며, 에너지 손실량을 증가시키고 동절기에 열교환 코일의 동파 문제 등을 유발한다.
불완전혼합 문제를 개선하기 위한 다양한 기술 개발 및 특허출원이 수행되었다. 기술 개발 내용은 크게 액티브한 방법(Active method)과 패시브한 방법(Passive method)으로 구분된다. 액티브한 방법은 소형 팬과 댐퍼 등을 설치하는 방법들이 사용되며, 공기혼합률을 크게 개선할 수 있지만 장치가 복잡해지고 공기혼합상자 전용의 자동제어설비를 필요로 하는 경우가 많아 초기 설치비용과 유지관리 포인트가 증가하는 단점이 있다(박권종, 2006; 이현우, 2013; 노남권, 1999).
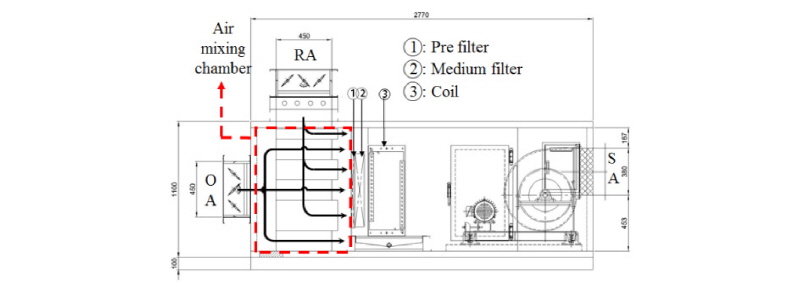
패시브한 방법은 별도의 구동장치나 자동제어를 필요로 하지 않는 공기확산 기구 등을 설치하는 방법들이 이용된다. 박권종 외 1인(2006)은 상부측에서 유입되는 RA를 하부측까지 균일하게 전달해주는 경사형 채널이 설치된 Air mixer를 개발하였다. 해당 Air mixer의 시제품 제작 및 실험을 통한 성능 검토 결과, 설치 전 혼합률 40% 대비 29% 증가한 79%의 혼합률을 나타냈다. 하지만 경사형 채널 사이에 위치한 OA의 취출구의 크기가 작기 때문에 외기도입량이 증가할 경우, OA의 취출속도 증가로 인해 RA와 충분한 혼합이 이루어지지 않아 혼합률이 크게 감소하는 문제점을 갖고있다. 전해룡(2015)은 RA 덕트와 공기혼합상자의 연결면에 두 개의 인입챔버를 설치하여 RA를 공기혼합상자의 하부까지 전달하고, 두 인입 챔버를 연결하는 세 개의 브릿지 챔버(Bridge chamber)에서 RA가 취출(OA의 하류측 방향)되는 형태의 공기혼합상자를 개발하였다(Figure 1 참조, 이하 ‘에어 브릿지(Air bridge)형 믹싱챔버’라 칭함). OA는 각 브릿지 챔버의 상하부를 통과하여 RA와 섞이게 하는 구조로서, 충분한 혼합거리의 확보가 어려운 면이 있다. 미국의 Blender Products사는 혼합공기를 회전시켜 공기혼합률을 증가시키는 공기혼합기(Air blender)를 개발하였다. 공기혼합기는 외기도입 비율에 따라 67 ~ 79%까지 혼합률을 향상시켰지만, 충분한 혼합거리 확보를 필요로 하며 이로 인해 공조기의 크기가 커지는 단점이 있다. Muammer 외 1인(2003)은 RA가 통과하는 별도의 챔버를 설치하고, 챔버 내부에 여러 방향으로 RA가 확산될 수 있도록 Curve vane을 설치한 공기혼합장치를 개발하였으나, 공기혼합 성능에 대한 데이터는 발표된 바가 없다.
공기혼합상자의 관련 기술은 학술적 논문보다는 특허출원 형식으로 공개되고 있으며, 공기혼합률의 표준측정방법이 없어 각 제조업체에서 발표한 공기혼합률 데이터의 신뢰성도 부족한 상황이다. 본 연구에서는 공기혼합상자의 공기혼합률을 정의하고, 공기혼합률 개선과 필요 혼합거리가 길지 않은 패시브 공기혼합상자의 개발을 목표로 한다.
연구 방법
연구의 진행 방법
본 연구의 흐름도를 Figure 2에 나타낸다. 기존의 공기혼합상자(기존의 공기조화기내에 설치되는 공기혼합상자를 의미하며, RA와 OA의 혼합을 위한 별도의 혼합장치가 없음)와 에어 브릿지형 믹싱챔버가 설치된 공기혼합상자를 대상으로 하여 공기혼합률을 측정한다. 또한, 동일한 조건에 대한 CFD 시뮬레이션을 수행하여 측정 결과와의 비교를 통해 CFD 시뮬레이션 기법의 타당성을 검증한다. CFD 시뮬레이션의 타당성이 검증되면 다양한 공기혼합상자의 개선안에 대해 CFD 시뮬레이션을 수행하여 공기혼합률의 개선효과를 검토하고, 제작의 용이성 등을 포함한 관점에서 최종안을 선정한다. 최종 선정안에 대한 시제품을 제작하여 공기혼합률의 개선효과를 실험적으로 검증한다.

공기혼합률의 정의
공기조화기에서의 공기혼합률은 RA와 OA의 혼합률을 의미하며, 본 연구에서는 열교환기에 인입되는 면에서의 혼합률을 산정한다. 미국의 Blender Products5)사는 공기혼합률을 열교환기 인입면에서의 최고온도( )와 최저온도(
)와 최저온도( )의 온도차이를 이용하여 식(1)과 같이 정의하였다.
)의 온도차이를 이용하여 식(1)과 같이 정의하였다.
여기서,  : 코일 인입면에서의 최고온도 [°C]
: 코일 인입면에서의 최고온도 [°C]
 : 코일 인입면에서의 최저온도 [°C]
: 코일 인입면에서의 최저온도 [°C]
 : 공조기로 유입되는 환기온도 [°C]
: 공조기로 유입되는 환기온도 [°C]
 : 공조기로 유입되는 외기온도 [°C]
: 공조기로 유입되는 외기온도 [°C]
그러나 최고온도와 최저온도의 값을 특정하기가 어렵고, 공기혼합률이 일정하지 않은 상황에서 어느 특정 부위의 값만이 반영되기 때문에 전체적인 혼합성능을 판단하기에는 대표성이 부족하다. 따라서 본 연구에서는 이러한 문제를 보완할 수 있는 공기혼합률을 새롭게 정의한다. 열교환기 인입면에서의 온도분포 상황을 파악하기 위해 100 mm 이하의 간격으로 그리드를 설정하고, 각 교차점에서의 온도를 측정한다. RA와 OA의 풍량과 온도를 고려한 혼합공기의 가중평균 온도를 구하고, 이를 기준으로 각 측정점의 온도값에 대한 표준편차를 이용하여 공기혼합률을 식 (2)와 같이 정의한다.

여기서,  : 혼합시의 표준편차 [°C]
: 혼합시의 표준편차 [°C] : 비혼합시의 표준편차 [°C]
: 비혼합시의 표준편차 [°C]
분모의 비혼합시 표준편차( )는 이론적인 값으로서, RA와 OA가 전혀 혼합되지 않은 경우를 가정하여 두 공기의 온도 및 풍량비로부터 산정되며, 분자의 혼합시 표준편차는 공기혼합상자가 설치된 공조기의 열교환기 인입면에서 실측을 통해 산정된다.
)는 이론적인 값으로서, RA와 OA가 전혀 혼합되지 않은 경우를 가정하여 두 공기의 온도 및 풍량비로부터 산정되며, 분자의 혼합시 표준편차는 공기혼합상자가 설치된 공조기의 열교환기 인입면에서 실측을 통해 산정된다.
분자의 표준편차는 완전 비혼합시에는 분모와 같은 값이 되어 공기혼합률이 0%가 되며, 완전혼합시에는 ‘0°C’가 되어 공기혼합률이 100%가 된다.
기존 공기혼합상자의 공기혼합 성능
기존 공기혼합상자의 공기혼합률 측정
기존 공기혼합상자가 설치된 공기조화기를 대상으로 코일 인입면에서의 온도분포를 측정하여 공기혼합률을 산정하였다. 측정은 코일 인입면에 대해 가로, 세로 100 mm 간격으로 총 25개 지점에 C-C 열전대(Cupper-Constantan thermal couple)를 설치하여 1초 간격으로 600초 동안 측정하였다. 총 풍량 3600 CMH에 대해 외기도입비율 20%와 30%에 대한 실험을 수행하였으며, RA덕트 상부에는 10 kW의 발열체를 설치하였다. 에어 브릿지형 믹싱챔버가 설치된 공기혼합상자에 대해서도 공기혼합률을 산정하기 위해 동일한 측정을 수행하였다. 측정장면과 코일 인입면의 온도측정 지점을 Figure 3에 나타낸다. 측정 결과는 CFD 시뮬레이션 결과와의 비교를 위해 Table 1과 Table 2에 나타낸다.




 = Reference velocity,
= Reference velocity,
 = 0.09, = LCharacteristic length,TI(Turbulence Intensity) = 5% (장현재, 2002)
= 0.09, = LCharacteristic length,TI(Turbulence Intensity) = 5% (장현재, 2002)Table 2. Results of measurement and CFD simulation of air temperature at coil entrance (OA 20%)  | |
1) M.P : Measuring points 2) Con : Conventional air mixing chamber , A.B : Air bridge type mixing chamber | |
CFD 시뮬레이션 기법의 검증
측정을 수행한 공기혼합상자 및 공기조화기와 동일한 조건에 대해 CFD 시뮬레이션을 수행하였다. 메쉬는 10 mm 크기의 육면체 메쉬를 사용하였으며, 개수는 약 1,800,000 개로 제작하였다. 모델링 및 메쉬 분할을 Figure 4에 나타낸다. CFD 시뮬레이션해석은 상용 프로그램인 ‘ANSYS 18.1’의 ‘FLUENT’를 이용하였으며, 난류모델은 ‘Standard κ-ε’모델을 사용하였다(장현재, 2002). 수렴판정은 각 계산스텝의 Residual을 기준으로 연속방정식, X-Y-Z Velocity, κ, ε은 1 × 10-3, Energy는 1 × 10-6 이하로 하였다.

CFD 시뮬레이션의 경계조건을 Table 1에 나타낸다. 프리 필터(Pre-filter), 미디엄 필터(medium-filter)와 열교환코일은 Porous 경계조건으로 설정하였다(ANSYS, 2017).
기존 공기혼합상자와 에어 브릿지형 믹싱챔버가 설치된 공기혼합상자의 측정결과와 CFD 시뮬레이션 결과를 Table 2에 나타내며, 공기혼합률 및 공기혼합상자의 압력손실을 Table 3에 나타낸다. 코일 인입면에 대한 공기온도의 측정 결과와 CFD 시뮬레이션의 결과를 비교하면 가장자리의 측정점에서 34%의 오차율을 나타내는 곳도 있으나, 전반적으로 10% 내외의 오차율을 나타낸다.
Table 3. Air mixing ratio results of experiment and CFD simulation  | |
1) Maximum difference of air pressure between entrance of duct (RA or OA) and upstream of pre-filter | |
공기혼합률은 기존 공기혼합상자가 설치된 경우, 외기도입비율에 따라 최대 21%의 차이를 나타내며, 에어 브릿지형 믹싱챔버가 설치된 경우는 13%의 차이를 나타낸다. 압력손실은 기존 공기혼합상자의 경우 최대 3.9 Pa, 에어 브릿지형 믹싱챔버가 설치된 경우 최대 3.4 Pa의 차이를 나타낸다.
Figure 5는 기존 공기혼합상자와 에어 브릿지형 믹싱챔버가 설치된 공기혼합상자의 기류분포 및 온도분포에 대한 CFD 시뮬레이션결과를 타나낸다. 기존 공기혼합상자(Figure 5의 (a))의 경우는 RA의 비율이 80%로서 풍량이 많고 공기혼합상자 인입면에서의 풍속이 2.2 m/s로서 OA (20%, 0.56 m/s)에 비해 공기량과 풍속면에서 월등히 높기 때문에 공기혼합상자 내부에서의 공기 흐름은 RA의 흐름에 지배되어 OA가 RA와 혼합되지 못하고 공기혼합상자 하부로 인입된다. 온도분포는 기류분포의 특성이 반영되어 공기혼합상자 하부에 상대적으로 저온인 OA가 분포되며, 이러한 기류 및 온도분포의 특성이 코일의 인입면까지 그대로 유지되어 하부에 저온의 온도분포가 나타난다. 공기 혼합률은 외기도입비율 20%일 때 약 34%, OA가 30% 일 때 23%를 나타낸다.
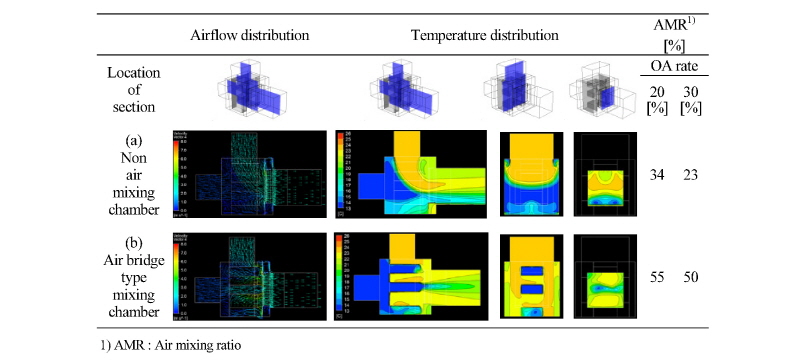
에어 브릿지형 믹싱챔버가 설치된 공기혼합상자의 경우(Figure 5의 (b))는 OA가 중앙부분으로만 유입되어 열교환 코일의 인입면에서도 중앙부분의 온도가 상대적으로 낮게 나타난다. 혼합률은 외기도입비율 20% 일 때 약 55%, OA 30%일 때 약 50% 를 나타낸다.
공기혼합상자의 성능 개선
공기혼합상자의 성능 개선 방안
본 연구에서는 에어 브릿지형 믹싱챔버의 설계안을 바탕으로 RA의 인입방법, 취출방향 및 취출구의 크기를 조정하여 공기혼합상자의 성능을 개선하였다. 공기혼합 상자의 성능 개선을 위해 검토한 RA의 인입방법 및 취출 방향을 Figure 6에 나타낸다.

Figure 6의 (a)는 에어 브릿지형 믹싱챔버의 브릿지 챔버를 제거하여, RA가 중앙부를 향해 취출되어 OA와 혼합되는 형태이다.
(b)는 에어 브릿지형 믹싱챔버의 RA 인입 챔버를 중앙부에 한 개만 설치하고, 측면을 향해 RA가 취출되어 인입챔버의 양 측면을 통해 흐르는 OA와 혼합되는 형태이다. Figure 6의 (a) 와 (b) 각 케이스에 대해 RA취출구의 폭을 1 : 2 : 3 ( 83 mm : 165 mm : 248 mm )과 1 : 1 : 1 ( 200 mm : 200 mm : 200 mm ) 및 2 : 2 : 1 ( 200 mm : 200 mm : 100 mm )로 조정하면서 CFD 시뮬레이션을 수행하였다.
(c)는 (a)의 형태에서 각각의 인입챔버가 중앙부만이 아니라 측면을 향해서도 RA를 취출하는 형태이다. 인입챔버의 양 측면에는 50 mm 폭의 슬릿이 일정한 간격으로 설치되어있다.
(d)는 (c)의 시뮬레이션 결과를 검토하여 혼합률을 개선하기 위해 개구부 슬릿의 위치를 조정한 형태이다.
개선안에 대한 검토
4.1에서 설명한 여러 형태의 공기혼합상자의 개선안에 대해서 외기도입비율이 20%와 30%인 경우에 대해 CFD 시뮬레이션을 수행하였다. 외기도입비율 20%인 경우의 기류분포 및 온도분포에 대한 결과를 Figure 7에 나타낸다.
Figure7의 (a)는 RA가 인입챔버 하부의 개구부를 통해 많은 양이 취출되며, 이로 인해 OA는 상부로 유인된다. 이와 같은 현상은 열교환기의 인입면까지 유지되어, 상부의 온도가 하부보다 낮게 형성된다. 공기혼합률은 OA가 20%일 때 70%, OA가 30% 일 때 61%를 나타낸다.

(b)는 한 개의 인입챔버가 중앙에 설치된 경우로서, 시뮬레이션 결과는 (a)와 유사한 상황을 나타낸다. 즉, 인입챔버 하부의 개구부에서 다량의 RA가 측면을 향해 취출되어 OA를 상부로 밀어올린다. 공기혼합률은 OA가 20%일 때 80%, 30%일 때 70%로서 (a)에 비해 약 10% 높은 혼합률을 나타낸다.
(c)는 두 개의 인입챔버 각각의 양 측면에 폭 50 mm의 슬릿이 50 mm 간격으로 설치되어 있다. 이 경우도 앞의 (a)와 (b)의 경우처럼 하부에 위치한 슬릿을 통해 다량의 RA 취출되어 OA를 위쪽으로 밀어 올리는 결과를 나타낸다. 공기혼합률은 OA가 20%일 때 62%, OA가 30%일 때 49%를 나타낸다.
(d)는 (c)의 결과를 토대로 인입챔버의 하부 슬릿에 집중되는 RA의 취출풍량을 분산시키기 위해 슬릿의 크기와 간격을 조정한 경우다. 시뮬레이션 결과 하부 슬릿에서의 RA 취출량풍량이 감소되었으며, 공기혼합률은 OA가 20%일 때 84%, OA가 30%일 때, 82%를 나타냈다.
개선안에 대한 성능 실험
공기 혼합률에서 가장 큰 개선효과를 나타낸 Figure 7의 (d)를 최종 개선안으로 선정하고, 이에 대한 공기혼합률 측정을 수행하였다. Figure 8의 (a)는 두 개의 인입챔버 각각의 양 측면으로 RA를 취출하는 경우(Figure 7의 (d))에 대한 공기혼합챔버의 시제품이다. 공기혼합상자의 압력손실 측정을 위해 Figure 8의 (c)에 표시된 Pre filter 인입면의 상류측 (P1)과 RA덕트의 인입구 상류측 (P2) 및 Pre filter 인입면의 상류측 (P1)과 OA덕트의 인입구 상류측 (P3) 사이의 차압을 측정하였다. 실험은 외기도입비율 20%와 30%에 대해 수행하였으며, 보다 정밀한 혼합률 계산을 위해 코일의 인입면에 대해 50 mm 간격으로 총 110개 지점에서 공기온도를 측정하였다(Figure 8의 (b) 참조). CFD 시뮬레이션 및 실험 결과를 Table 4에 나타낸다.


실험 결과, 최종 개선안의 공기혼합률은 OA의 비율 20%일 때 75%, OA의 비율 30%일 때 83%를 나타냈다. CFD 시뮬레이션 결과와 10% 이내의 오차율을 나타내어, CFD 시뮬레이션이 매우 유효한 수단임을 다시 한번 확인할 수 있었다.
압력손실은 최대 23.2 Pa로서 에어 브릿지형 믹싱챔버가 설치된 공기혼합상자의 압력손실(최대 27.9 Pa, Table 1 참조)에 비해 개선된 결과를 나타냈다.
결 론
본 연구에서는 공기혼합상자의 공기혼합률 개선을 위한 CFD 시뮬레이션 및 실험을 통한 기존 공기혼합상자의 문제점 분석 및 개선안에 대한 검토를 수행하였으며, 그 결과는 다음과 같다.
(1)특별한 장치가 없는 기존 공기혼합상자의 경우 상대적으로 풍량이 많은 RA에 의해 공기혼합상자 내부의 기류분포가 지배되어 RA와 OA의 혼합이 잘 이루어지지 않는다.
(2)에어 브릿지형 믹싱챔버의 충분한 혼합거리가 확보되지 않아 공기혼합률이 크게 개선되지 않았다.
(3)공기혼합상자 내부에 두 개의 RA 인입챔버를 설치하고, 챔버의 각 측면에 슬릿 형태의 취출구를 설치한 경우가 가장 큰 공기혼합률 개선 효과를 나타냈다. (외기도입비율 20%인 경우의 공기혼합률은 84%, 외기도입비율 30%인 경우는 87%)
